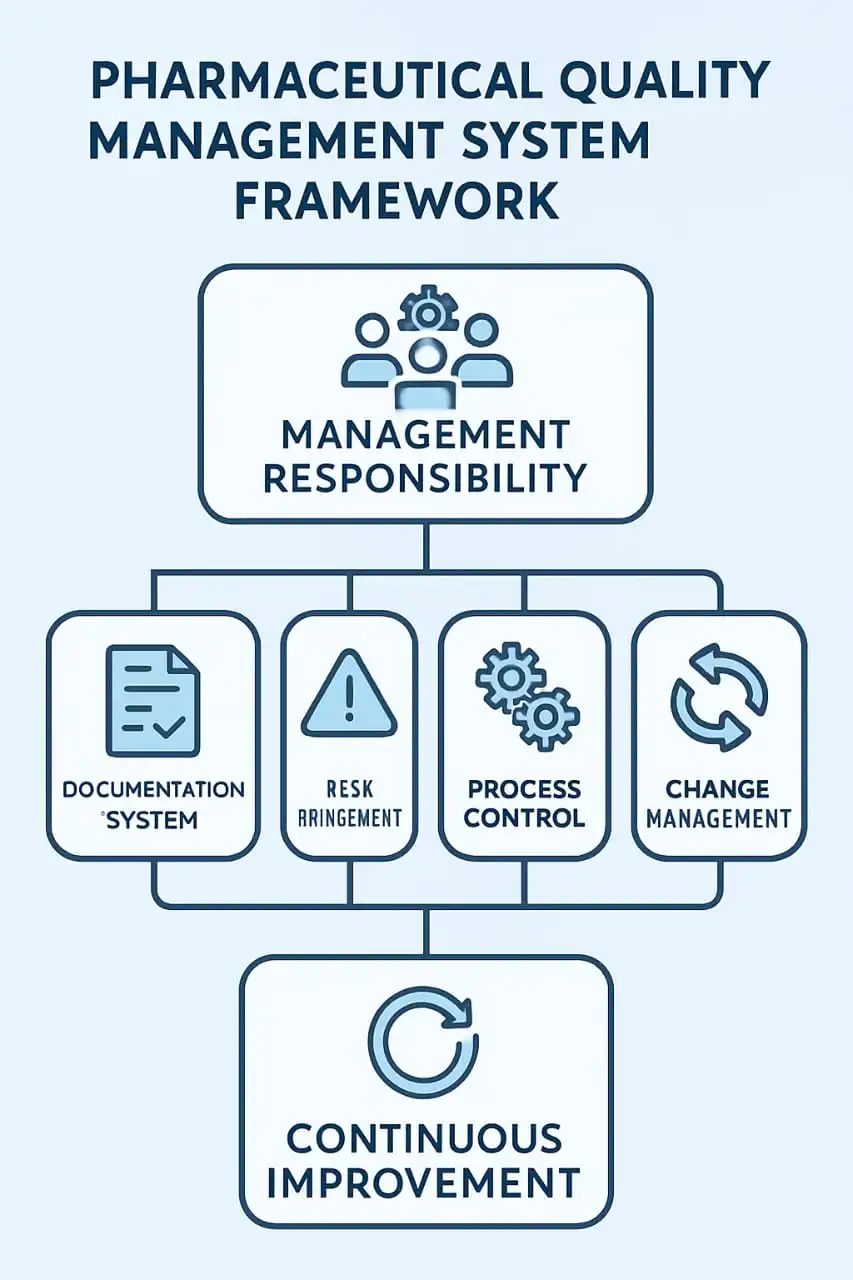
Pharmaceutical Quality Management System Framework: The core framework of a pharmaceutical quality management system shows the relationship between management responsibility, key components, and continuous improvement.
What You’ll Learn in This Article
Are you looking to implement or improve a pharmaceutical quality management system that works? In this comprehensive guide, you’ll discover:
What makes a pharmaceutical QMS different from other industries’ quality systems
How to navigate the complex regulatory landscape (FDA, WHO, EMA requirements)
The 5 core components every effective pharmaceutical QMS must include
Practical implementation strategies that minimize disruption to operations
How leading pharmaceutical companies are using QMS to gain a competitive advantage
Let’s dive into the world of pharmaceutical quality management systems and see how they’re transforming the industry in 2025.
Introduction: Why Pharmaceutical QMS Matters More Than Ever
In today’s pharmaceutical industry, a robust quality management system (QMS) isn’t just a regulatory checkbox—it’s the backbone of successful operations. When implemented effectively, a pharmaceutical QMS ensures medicines are consistently produced according to the highest standards, protecting patient safety while driving business success.
Think about it: every pill, injection, or cream that reaches a patient has gone through dozens of critical processes. A single quality failure anywhere in that chain can have devastating consequences. That’s why regulatory authorities like the FDA, WHO, and EMA have established increasingly stringent requirements for pharmaceutical manufacturers.
But here’s what many don’t realize: a well-designed pharma QMS does much more than just satisfy inspectors. It drives operational excellence, reduces costly errors, minimizes risks, and ultimately contributes to both patient well-being and business profitability.
“The most successful pharmaceutical companies don’t view their QMS as a regulatory burden—they leverage it as a strategic asset that drives competitive advantage.”
Dr. Janet Williams, Pharmaceutical Quality Expert
The Regulatory Landscape: Navigating FDA, WHO, and EMA Requirements
Pharmaceutical QMS Regulatory Landscape Key regulatory bodies and their guidelines governing pharmaceutical quality management systems worldwide.
Understanding the regulatory landscape is essential for implementing an effective pharmaceutical quality management system. Let’s break down the key requirements from major regulatory authorities:
WHO Guidelines
The World Health Organization (WHO) provides comprehensive guidelines that focus on ensuring consistent product quality across global markets. Their approach is particularly valuable for:
Manufacturers operating in multiple international markets
Companies serving developing regions with varying regulatory maturity
Organizations seeking to align with global best practices
The World Health Organization (WHO) provides comprehensive guidelines for implementing quality management systems in pharmaceutical contexts. These guidelines emphasize the importance of systematic approaches to quality assurance and are particularly focused on ensuring consistent product quality across global markets. The WHO’s framework addresses the unique challenges faced by national regulatory authorities and pharmaceutical manufacturers in diverse economic and regulatory environments.
According to WHO guidelines, an effective quality management system should encompass documentation systems, process controls, risk management strategies, and continuous improvement mechanisms. The WHO approach particularly emphasizes accessibility of quality medicines globally, with special consideration for developing markets and public health priorities.
FDA Requirements
The U.S. Food and Drug Administration (FDA) enforces one of the world’s most comprehensive regulatory frameworks for pharmaceutical quality through
Current Good Manufacturing Practice (CGMP) regulations
The adoption of ICH guidelines (particularly Q10)
The FDA has established clear expectations for pharmaceutical quality systems.
The FDA’s approach to pharmaceutical QMS is embodied in ICH Q10, which describes a comprehensive model for an effective pharmaceutical quality system that can be implemented throughout the different stages of a product lifecycle. This model augments regional GMP requirements and promotes the use of science and risk-based approaches to quality management.
FDA’s approach
What makes the FDA’s approach unique is its focus on a comprehensive model that can be implemented throughout different stages of a product lifecycle. This model augments regional GMP requirements and promotes science and risk-based approaches to quality management.
EMA and ICH Guidelines
The European Medicines Agency (EMA) has adopted the International Council for Harmonization (ICH) guidelines, particularly ICH Q8, Q9, and Q10, which collectively form a cohesive framework for pharmaceutical quality systems. These guidelines emphasize:
Quality by Design (ICH Q8): Building quality into products through a thorough understanding of product and process parameters
Quality Risk Management (ICH Q9): Systematic approaches to assessing, controlling, communicating, and reviewing quality risks
Pharmaceutical Quality System (ICH Q10): Comprehensive quality management system model applicable throughout the product lifecycle
The harmonization efforts through ICH have significantly standardized quality expectations across major global markets, reducing regulatory barriers while maintaining high-quality standards.
The 5 Core Components of an Effective Pharmaceutical QMS
Management Responsibility and Leadership
Effective pharmaceutical quality management begins with clear management responsibility and leadership commitment. Senior management must establish quality policies, objectives and provide adequate resources for QMS implementation. This includes:
Defining quality policy and objectives aligned with organizational strategy
Ensuring adequate resource allocation for quality activities
Establishing clear roles, responsibilities, and authorities
Conducting regular management reviews of the QMS effectiveness
Fostering a quality culture throughout the organization
Management commitment serves as the foundation upon which all other quality system elements are built, signaling the importance of quality throughout the organization.
Documentation System
A comprehensive documentation system forms the backbone of any pharmaceutical QMS. This hierarchical system typically includes:
Quality Manual: Outlining the overall quality policy and QMS structure
Standard Operating Procedures (SOPs): Detailing specific operational procedures
Work Instructions: Providing step-by-step guidance for specific tasks
Forms and Records: Capturing evidence of activities performed and results achieved
Quality Plans: Outlining specific quality practices for particular products or processes
Document Type
Purpose
Examples
Quality Manual
Outlines overall quality policy and QMS structure
Company quality policy, organizational structure
Standard Operating Procedures (SOPs)
Details of specific operational procedures
Equipment operation, cleaning validation
Work Instructions
Provides step-by-step guidance
Specific analytical methods, production steps
Forms and Records
Captures evidence of activities
Batch records, testing results
Quality Plans
Outlines specific quality practices
Product-specific quality requirements
Documentation ensures consistency in operations, provides evidence of compliance, facilitates knowledge transfer and serves as a foundation for continuous improvement.
Risk Management: Anticipating and Preventing Quality Issues
Quality risk management is a systematic process for the assessment, control, communication, and review of risks to the quality of pharmaceutical products. Effective risk management includes:
Riskidentification through systematic approaches
Risk analysis using qualitative and quantitative methods
Risk evaluation against established criteria
Risk control through mitigation strategies
Risk communication to stakeholders
Ongoing risk review and monitoring
Risk-based approaches allow organizations to focus resources on areas of highest potential impact to product quality and patient safety.
Process Management and Control
Process management involves the systematic identification, understanding, control, and improvement of pharmaceutical manufacturing processes. Key elements include:
Process mapping and understanding critical process parameters
Establishing process controls and monitoring systems
Implementing statistical process control techniques
Validating processes to ensure consistent performance
Continuous monitoring and process verification
Managing process changes systematically
Effective process management ensures consistent production of quality products while minimizing variability and waste—a core goal of any pharmaceutical QMS.
Continuous Improvement: Making Your QMS Better Every Day
Continuous improvement transforms a static quality system into a dynamic force for organizational excellence. In pharmaceutical QMS, this involves:
Want to see how top pharmaceutical companies compare their processes to the industry’s best? Explore our in-depth article on Benchmarking in the Pharmaceutical Industry to discover how competitive insights and performance metrics are shaping smarter quality management strategies.
The most successful pharmaceutical companies view their QMS not as a fixed set of procedures but as an evolving system that drives ongoing improvement in quality, efficiency, and patient outcomes.
5 Key Benefits of Implementing a Robust Pharmaceutical QMS
The five major benefits organizations experience when implementing an effective pharmaceutical quality management system.
Implementing a comprehensive pharmaceutical quality management system requires investment, but the returns are substantial. Here are the five key benefits:
Enhanced Product Quality and Consistency
A well-designed QMS leads to more consistent manufacturing processes, reducing variability and ensuring products consistently meet specifications. This results in:
Higher-quality medicines with predictable therapeutic effects
Fewer batch rejections and product recalls
More consistent patient experiences
Better health outcomes
For patients and healthcare providers, this consistency is invaluable—they can trust that each dose will deliver the expected therapeutic benefit.
Regulatory Compliance Made Simpler
Pharmaceutical companies operating under a robust QMS are better positioned to meet regulatory requirements across different markets. This facilitates:
Smoother regulatory inspections with fewer observations
Faster approvals for new products and markets
Reduced compliance issues and warning letters
More efficient responses to changing regulations
This compliance efficiency allows products to reach patients more quickly and with less regulatory friction.
Operational Efficiency That Boosts Your Bottom Line
Despite the initial investment required, a mature pharmaceutical QMS ultimately drives operational efficiency through:
Reduction in errors, deviations, and non-conformances
Decreased waste and rework
More efficient resource allocation
Streamlined processes and workflows
Reduced downtime and investigations
These efficiencies translate to cost savings and improved productivity over time, often delivering significant ROI on quality investments.
Risk Reduction That Protects Your Business
Systematic risk management within a QMS helps identify and mitigate potential issues before they impact product quality or patient safety. This proactive approach reduces:
The likelihood of product recalls
Market withdrawals
Supply disruptions
Regulatory actions
Damage to brand reputation
In an industry where a single quality failure can cost millions and damage public trust, this risk reduction is invaluable.
Competitive Advantage in a Crowded Market
Organizations with mature quality systems often gain competitive advantages through:
Enhanced reputation for quality and reliability
Faster time-to-market for new products
Greater agility in responding to market changes
Improved customer satisfaction and loyalty
Better positioning for partnerships and collaborations
In today’s competitive pharmaceutical landscape, a reputation for quality excellence can be a significant differentiator
How to Implement a Pharmaceutical QMS: Overcoming Common Challenges
Implementing a comprehensive pharmaceutical quality management system presents several challenges. Here’s how successful organizations overcome them:
Challenge #1: Resource Constraints Solution: Take a phased implementation approach, focusing first on high-risk areas that deliver the greatest value. Demonstrate early wins to justify further investment.
Challenge #2: Resistance to Change Solution: Involve staff at all levels in QMS design and implementation. Communicate the “why” behind quality initiatives and celebrate successes to build momentum.
Challenge #3: Balancing Compliance with Efficiency Solution: Design processes that achieve compliance while enhancing efficiency. Avoid unnecessary bureaucracy by focusing on what truly impacts product quality and patient safety.
Challenge #4: Integration Across Global Operations Solution: Establish core QMS requirements while allowing for necessary local adaptations. Use technology to standardize processes and facilitate global collaboration.
Challenge #5: Keeping Pace with Evolving Regulations Solution: Build flexibility into your QMS and establish a regulatory intelligence function to monitor and anticipate changes. Participate in industry associations to stay informed.
Implementation Methodology: A 6-Step Approach
A structured approach to QMS implementation includes:
Assessment: Evaluate current state against requirements and best practices
Planning: Develop implementation strategy, timeline, and resource requirements
Design: Create or update QMS elements (policies, procedures, systems)
Implementation: Deploy QMS elements in a controlled, phased manner
Verification: Confirm effectiveness through audits and performance monitoring
Continuous Improvement: Regularly review and enhance the QMS
This methodical approach helps ensure that your pharmaceutical quality management system is built on a solid foundation and continues to evolve with your organization’s needs.
The Future of Pharmaceutical Quality Management: Trends to Watch
Quality by Design (QbD): Building Quality from the Ground Up
Quality by Design represents a paradigm shift from traditional quality testing to building quality into products through a thorough understanding of product and process parameters. This approach involves:
Defining target product profiles and critical quality attributes
Understanding the relationship between formulation, process parameters, and product quality
Establishing design spaces where quality is assured
Implementing control strategies based on risk and scientific understanding
Continuous verification throughout the product lifecycle
QbD approaches are increasingly expected by regulatory authorities and represent the future direction of pharmaceutical quality management.
Digital Transformation: The Tech Revolution in Pharma QMS
Emerging technologies are transforming how pharmaceutical companies manage quality:
Real-time monitoring systems that detect issues before they become problems
Advanced analytics and AI for predictive quality management
Blockchain technology for supply chain transparency and data integrity
Cloud-based quality management systems for better collaboration
Augmented reality for training and error reduction
Digital twins for process optimization without production risks
These technologies enable more proactive quality management and data-driven decision making, taking pharmaceutical QMS to new levels of effectiveness.
Global Harmonization: Breaking Down Regulatory Barriers
Continued harmonization of regulatory requirements through initiatives like:
Expansion of ICH guidelines to more regions
Mutual recognition agreements between regulatory authorities
Convergence of global pharmacopoeial standards
International collaboration on inspection activities
Standardized electronic submission formats
These efforts reduce regulatory complexity while maintaining high-quality standards globally, making it easier for companies to operate across multiple markets.
Patient-Centric Quality: Focusing on What Really Matters
The industry is moving toward quality metrics that more directly reflect patient outcomes and experiences:
Patient-reported outcomes as quality indicators
Real-world evidence integration into quality systems
Focus on the product attributes most important to patients
Greater transparency of quality information to patients and healthcare providers
This shift aligns quality efforts more directly with the ultimate purpose of pharmaceutical products: improving patient health and quality of life.
Conclusion: Making Your Pharmaceutical QMS a Strategic Asset
A robust pharmaceutical quality management system represents far more than regulatory compliance—it embodies an organization’s commitment to patient safety, product quality, and operational excellence. By integrating regulatory requirements with modern quality principles and emerging technologies, pharmaceutical manufacturers can build a QMS that not only ensures compliance but drives continuous improvement and innovation.
As regulatory expectations evolve and new technologies emerge, pharmaceutical quality management will continue to advance. Organizations that view their QMS as strategic assets rather than compliance burdens will be best positioned to thrive in this dynamic environment, delivering consistent quality products to patients worldwide while operating efficiently and profitably.
The journey toward QMS excellence is continuous, requiring ongoing commitment, resources, and adaptation. However, the benefits—enhanced product quality, regulatory compliance, operational efficiency, risk reduction, and competitive advantage—make this investment essential for pharmaceutical organizations committed to excellence in the service of patient health.
Ready to Transform Your Pharmaceutical Quality Management System?
Whether you’re implementing a new QMS, improving an existing system, or preparing for regulatory inspection, the principles and practices outlined in this guide provide a roadmap to success. Start by assessing your current state against these best practices, then develop a prioritized plan to close any gaps.
Remember that the most successful quality systems are those that align with your organization’s specific needs and culture while meeting regulatory requirements. There’s no one-size-fits-all approach to pharmaceutical QMS—the key is to build a system that works for your unique context while incorporating industry best practices
Yu, L. X., & Woodcock, J. (2015). FDA pharmaceutical quality oversight. International Journal of Pharmaceutics, 491(1-2), 2–7.
Haleem, R. M., Salem, M. Y., Fatahallah, F. A., & Abdelfattah, L. E. (2015). Quality in the pharmaceutical industry – A literature review. Saudi Pharmaceutical Journal, 23(5), 463–469.